만족스런 Implant 보철물 제작을 위해
치과 Implant 상부구조 제작 (Ⅴ)
Wax up & Investing
작업모형이 완성(그림 1)되면 사용하고자 하는 Burn-out Cylinder의 구성금속과 Bridge의 길이, 교합압, Melting Range & Vickers Hardness를 참고해 제작에 임해야 한다. Semi Burn-out Cylinder(그림 2).
▶ Wax up
초기 변형을 예방하기 위해 Resin 이나 Hard Wax를 사용한다.
Wax up이 끝나면 One Screw Test를 하게 되는데 Resin이나 Hard Wax라 할지라도 변형을 가져오게 된다.
Joint를 얇은 Disk를 이용해 자른 다음(그림 3) 변형을 최소화 할 수 있는 Resin을 이용해 Joint를 연결(그림 4).

작업이 끝난 Wax Mold의 Collar 부위와 Axis Holl의 오염물질을 아세톤 등을 이용해 Cleaning 한 후 Sprue를 연결한다(그림 5). Sprue와 Reservoir의 크기와 위치는 성공적인 주조체를 얻는데 매우 중요하다(그림 6).
Sprue에서 발생하는 주조금속의 응고 수축 보상을 위해 Labial에 Reservoir 설치했다.
▶ Weighing of Total Wax up

금속 Ring을 이용해 매몰할 경우 매몰재의 경화, 열팽창을 고려해야 한다. 통상적으로 매몰재가 금속 Ring안에서 경화되거나 가열되면 매몰재의 팽창이 Ring에 의해 제한 받으므로 주형의 팽창이 어려울 뿐만 아니라 매몰재 자체에도 응력이 생긴다. 이러한 것들을 보상하기 위해 Ring 내면에 깔아주는 것을 Liner라고 하는데 어떠한 경우라도 두께가 1㎜ 이상이 돼야하며 두께에 따라 팽창을 조절 할 수 있다(그림 7).
Burn-out Cylinder Collar 부위에 Blind Vent 형성(그림 8)
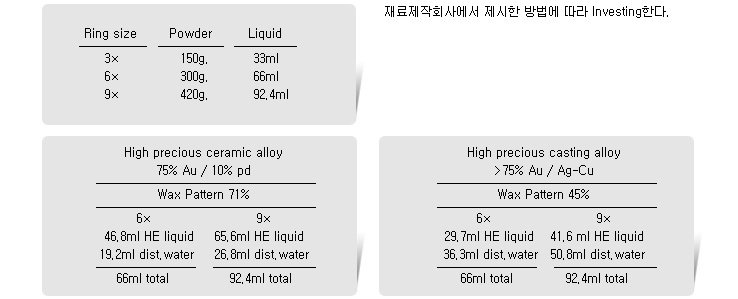
Investing
Powder/ Liquid Ratio
Heating & Burn-out schedule

